


MXB-JFBB 高温耐性の自己潤滑ベアリング
Cat:自己潤滑ベアリング
MXB-JFBB 自己潤滑ベアリングは、自己潤滑特性を提供するように設計されたフランジにグラファイトインレイを備えたショルダーベアリングです。高品質の材料で作られており、ゼロ摩擦抵抗、高温耐性、耐食性、メンテナンスフリーなどの優れた性能を備えており、信頼性が高く長期にわたる性能を必要とする用途...
詳細を見る スケートボードタイプのコンポーネント(ガイドレールや精密スライダーなど)のバッチ処理では、従来のツーリングシステムが2つの主要なボトルネックに直面しています。
●繰り返しポジショニングの精度が低い:複数のクランプ操作からの累積エラーは0.1mm(ISO 2768-Mクラスの許容範囲に沿って)を超え、交配面の垂直性に悪影響を及ぼします(通常、100mmあたり≤0.05mmである必要があります)。
●非効率的なツーリング切り替え:専用の備品間の切り替えには、インスタンスあたり45分以上かかり、機器の利用率が60%未満になります( 出典:CIRP Annals 2022、71(1)、pp。333-336 )。
コア技術革新の分析
I.手当のクランプのトポロジーデザイン
1.1手当制約構造
デュアルステップクランプメカニズム:
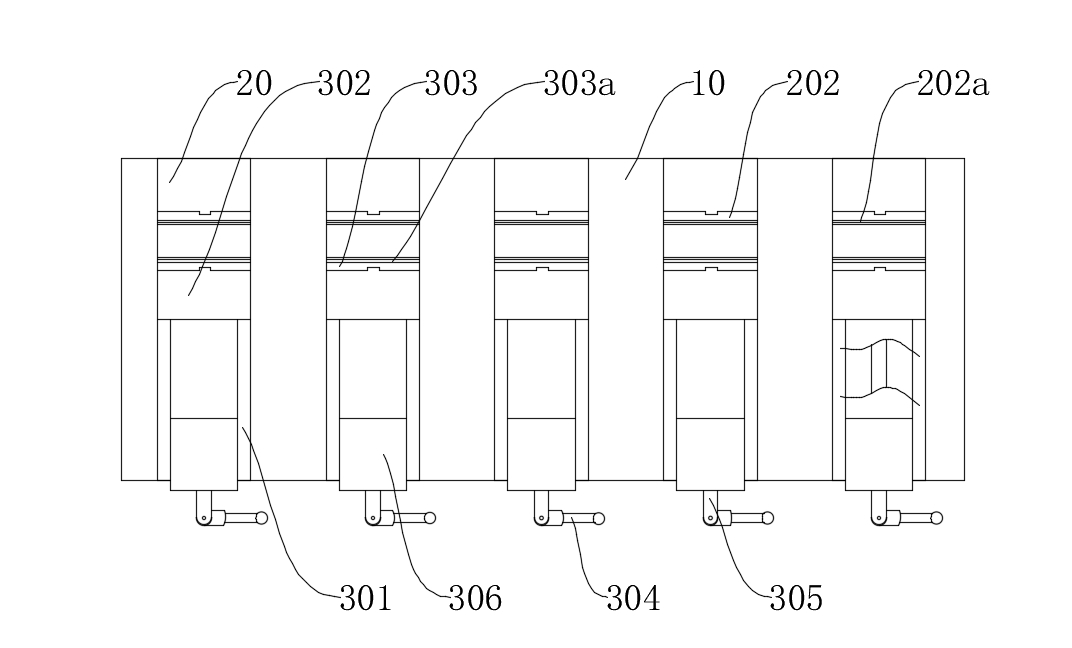
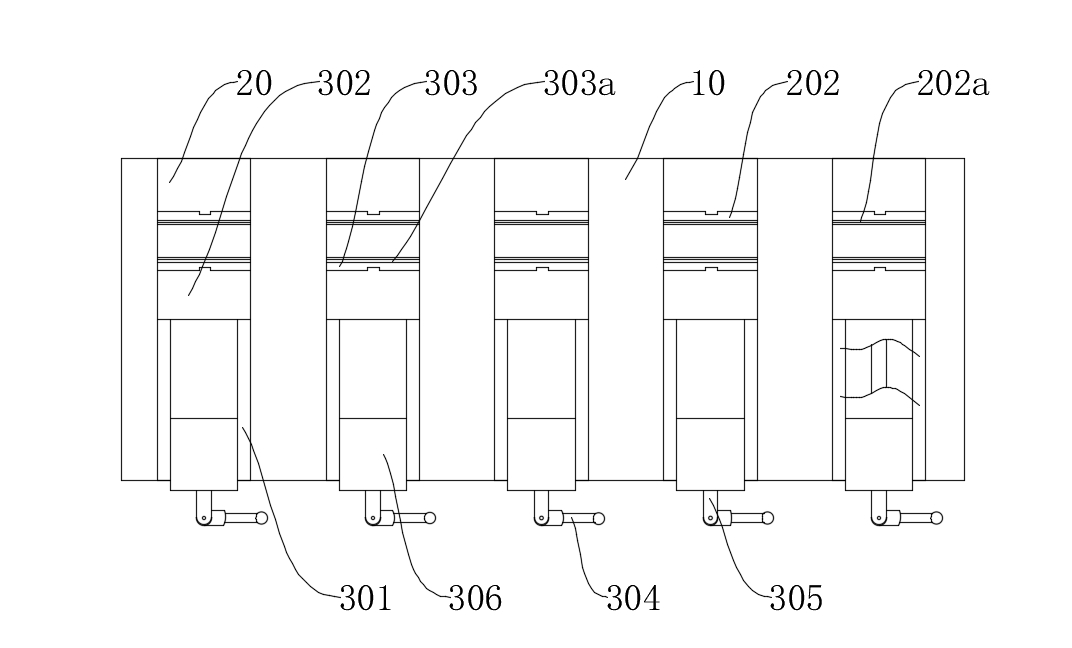
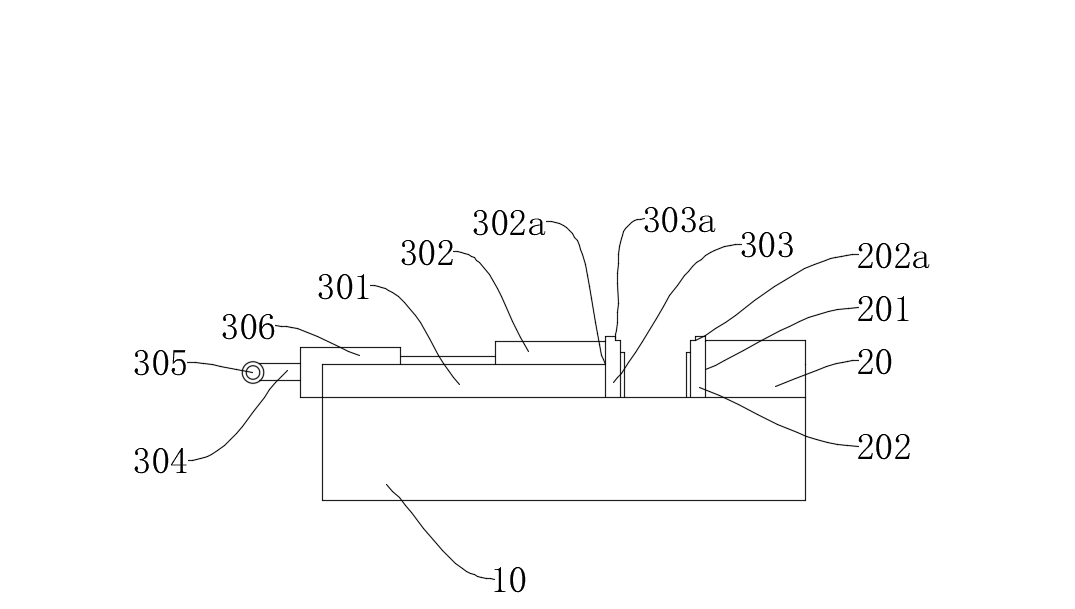
●固定ブロック(20)とクランプブロック(302)には、それぞれ最初と2番目のクランプステップ(202A/303A)が装備されています。これらのステップの高さは、機械加工手当と一致しています(±0.01mmの許容範囲)。
●ステップ傾斜角を有限要素解析により75°±1°に最適化することにより、メカニズムは85%を超えるせん断力を持つ割合を達成します(従来の平面クランプ法では30%のみとは対照的です)。
加工精度の改善:
●サイド加工は単一のクランプ操作で完了し、位置精度エラー≤0.02mm(GB/T 1184-Kグレード基準を満たしています)。
●表面粗さRA値は、0.8μm未満で一貫して維持されています(ISO 4288規格に従ってテストされています)。
ii。モジュラーラピッドツール変更システム
2.1プラグインモジュラーアーキテクチャ
デュアルスロットデザイン:
●1番目/2番目の取り付けスロット(201/302a)は、H7/G6フィットを使用します。これは、ポジショニングキーと組み合わせて、±0.005mmの反復ポジショニング精度を実現します。
●モジュールの交換時間は、1ピースあたり3分以下(実際の測定データに基づく)であり、5mmから50mmの範囲の厚さのワークピースの切り替えをサポートします。
2.2力閉ループ駆動メカニズム
●ネジ(305)は、遷移ブロック(306)と組み合わせて、革命あたり0.02mmのマイクロフィードレートを可能にする二重リード台形糸(TR16×4P8)を採用しています。
●コントロールロッド(304)には、ワークピースの損傷が過負荷を防ぐために、トルクリミッター(15n.mに設定)が組み込まれています。
主要な技術的パラメーター比較テーブル
| パフォーマンスインジケーター | この特許技術 | 従来のスケートボードツール | テスト標準 |
| 反復ポジショニングの精度 | ≤0.005mm | 0.03mm以上 | ISO 230-2 |
| ツーリング切り替え時間 | ≤3分 | 45分以上 | VDI 2862 |
| 表面粗さRA | ≤0.8μm | ≥1.6μm | ISO 4288 |
| 最大クランプ力 | 12kn | 8kn | DIN 55189 |
典型的な機械加工シナリオでの検証
ケース1:線形ガイドスライダーの機械加工
●38分の累積ツーリング切り替え時間を使用して、さまざまな仕様の18スライダーを機械加工しました(従来のツールには13.5時間かかります)。
●側面の垂直誤差は、100mmあたり0.015mm以下でした(GB/T 1184標準要件を0.05mm以下に満たしています)。
ケース2:油圧バルブプレートのグループホール加工
●1回のクランプ操作で12個の交配サーフェスの機械加工を完了し、位置の精度のために1.67のCPK値を達成しました(Six Sigma Standardsを満たす)。
●ツールの寿命は40%延長されました(振動レベルが0.5g未満に減少したため)。
この特許は、2つの技術的経路を介したバッチ加工ツールの設計パラダイムを再定義します:許容制約トポロジーの最適化とモジュラー力閉ループ制御。ノベルティ検索(Derwent Innovationを介して実施)によると、この構造は0.92の切り替え効率指数(CEI)を達成し、同様のソリューションよりも210%の改善を表し、ニッチフィールドの技術的最前線に配置します。
詳細については、Mingxu Machineryに連絡して、完全な特許レポートを入手してください。 [email protected] .

MXB-JFBB 自己潤滑ベアリングは、自己潤滑特性を提供するように設計されたフランジにグラファイトインレイを備えたショルダーベアリングです。高品質の材料で作られており、ゼロ摩擦抵抗、高温耐性、耐食性、メンテナンスフリーなどの優れた性能を備えており、信頼性が高く長期にわたる性能を必要とする用途...
詳細を見る
MXB-FB090 ブロンズコイルベアリングは、CuSn8 ブロンズから圧延された高負荷容量と優れた耐摩耗性を備えた経済的なベアリングです。 FB090製品の作動面には規則的な菱形の油穴が施されています。 FB092製品の作動面には規則的な油穴が設けられており、油溜まりの役割を果たします。初期...
詳細を見る
MXB-JSOL自己潤滑ガイドレールは、高強度黄銅と黒鉛を組み合わせた自己潤滑性を有するL字案内溝タイプの自己潤滑ガイドレールです。ガイドレールの長さに応じて、適合するネジ穴を2穴タイプ/3穴タイプ/4穴タイプ/5穴タイプに設定できます。最新情報については、営業担当までお問い合わせください。
詳細を見る
MXB-JSP 自己潤滑性耐摩耗プレートは、射出成形機、自動車用プレス金型、タイヤ金型、工場機械 (掘削機など) などに適しており、原料として銅合金を使用し、自己潤滑性を実現するために黒鉛インレイを使用しています。効果、2/3/4/5/6/8/10 ネジ穴直径をお選びいただけます。
詳細を見る
MSEW JIS 20mm 標準摩耗板は、高強度黄銅、錫青銅、鋼銅バイメタル、鋳鉄または軸受鋼をベースとしています。表面にグラファイト(SL1)またはPTFEを象嵌し、さらに二硫化モリブデン(SL4:水中や海水で使用される固体潤滑剤)を主成分としCNCで精密加工した固体潤滑剤です。このシリーズ...
詳細を見る
通常、プッシュプレートは4本のリセットロッドで支持されています。しかし、リセットロッドの取り付け精度が低いため、プッシュプレートが大きくて重い場合には、プッシュプレートの自重の影響でリセットロッドが曲がってしまう場合がある。この場合、プッシュプレートが繰り返し動作することにより、プッシュロッド...
詳細を見る
MX2000-2 ニッケルグラファイト分散合金軸受は固体潤滑軸受の新製品です。 TF-1に比べて錆びにくく、高温にも強いという特徴があります。屋外で使用される鉄道の開閉器スライダーに最適です。耐摩耗性があり、メンテナンスが必要です。自動車金型スライダー、高速パンチガイド、高温冶金装置での使用に...
詳細を見る
SF-1X無給油潤滑軸受は、鋼板をベースとし、その中心に球状の青銅粉末を焼結し、表面にポリテトラフルオロエチレン(PTFE)と鉛の混合物を圧延した転がり滑り軸受です。摩擦係数が小さく、耐摩耗性、耐食性に優れ、オイルフリー潤滑が可能な特性を持っています。この製品を使用すると、コスト削減、機械容積...
詳細を見る
SF-1P 往復動軸受は、SF-1X 材料の構造に基づいて、往復運動の特別な共通条件に従って設計された新しい配合製品です。パフォーマンスは DD2. と同様です
詳細を見る
FB092 ブロンズパンチベアリングは、ブロンズ素材をベースに、均一かつ整然としたオイル注入穴が加工されています。これらは薄肉ベアリングに丸められ、組み立て後に潤滑グリースが注入されます。この軸受は、オイル貯蔵容量が大きく、取り付けが簡単で、設計が小型であるという利点があります。また、銅製スリ...
詳細を見る





お問い合わせ